Types Of Welding Position
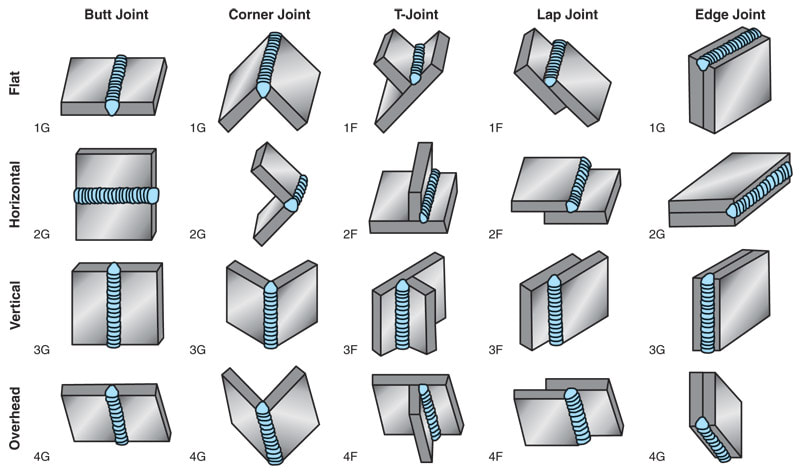
In welding technology, there are some types of welding positions that have designation or coding according to the type of weld joint or weld connection. For bevel connections, it is indicated by 1G, 2G, 3G, and 4G, while for fillet connections, it is coded with positions 1F, 2F, 3F, and 4F.
This are following listed indications or codes are used to explain the types of welding positions:
For Groove weld connection.
– For flat welding, coded by 1G.
– For horizontal welding, coded by 2G.
– For vertical welding, coded by 3G.
– For overhead welding, coded by 4G.
For Fillet weld connection.
– For flat welding, coded by 1F.
– For horizontal welding, coded by 2F.
– For vertical welding, coded by 3F.
– For overhead welding, coded by 4F.
Different Fillet Weld Position :
FIG – 1
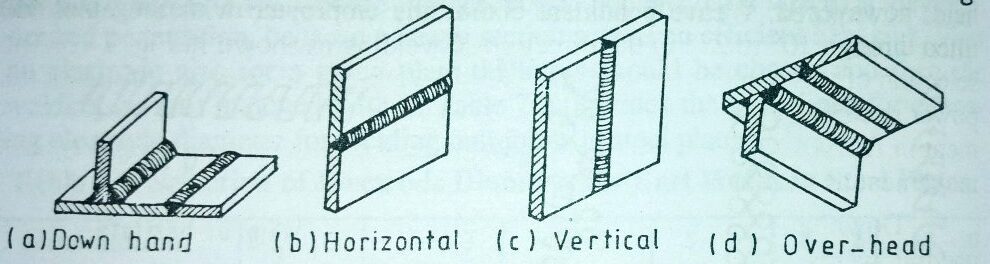
- Depending upon the position during welding, all welds are classified into four basic groups downhand or flat welding, horizontal welding, vertical welding, and overhead welding.
- According to international norms, a downhand or flat weld is a weld in any direction on a horizontal surface only. A horizontal weld is done horizontally on a vertical surface. An overhead weld is welding that is deposited above the operator’s head. All these welding positions are shown below in fig.
Downhand Or Flat Welding
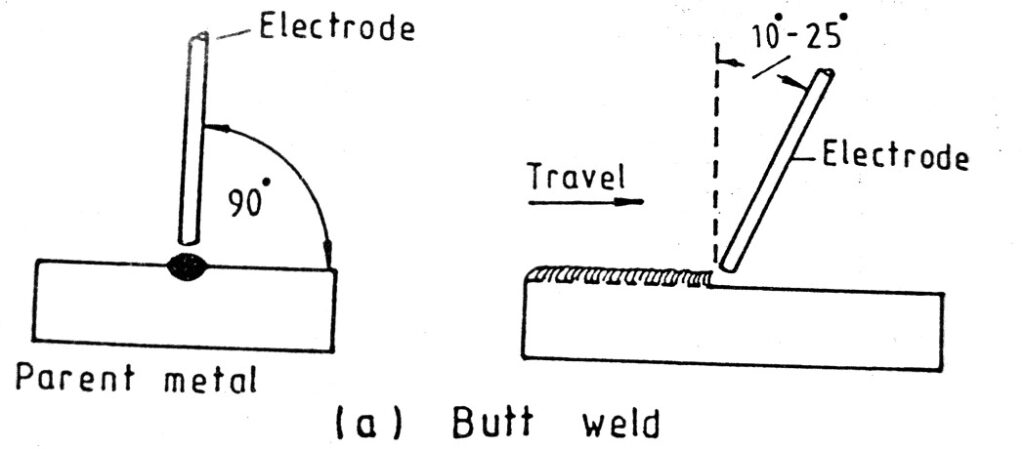
- Downhand or flat welding is the most used position. In fact, welding not done in a flat position is referred to as ‘out-of-position welding’. This position is most popular because it requires the least skill in order to produce a sound weld with maximum penetration. There is no danger of molten metal running out of the weld pool. Most shop welding is done in a flat position.
-
- There is no definite rule for the angle at which the electrode should be held, however, it is usually held at 90 degrees to the workpiece with the electrode tilted through 10 to 25 degrees in the direction of welding as shown in Fig. selection of this angle is dependent upon the voltage and current settings of the power source, and the thickness of the workpiece. The typical electrode movement in the flat position is either the stringer bead motion or the hesitation type of movement as shown in Fig.
- Flat or downhand welding is generally used for fillet welds, padding welds, and butt welds.
- This position of the weld is most commonly used in welding vessels and reservoirs. The edge preparation adopted is usually a single bevel. To prevent the metal running down from the edge, the lower plate is not beveled. For the same reason, the arc initiation is first done on the horizontal edge of the lower plate and then on the beveled face while tilting the electrode backward, as shown in 1, 2, and 3 in fig.
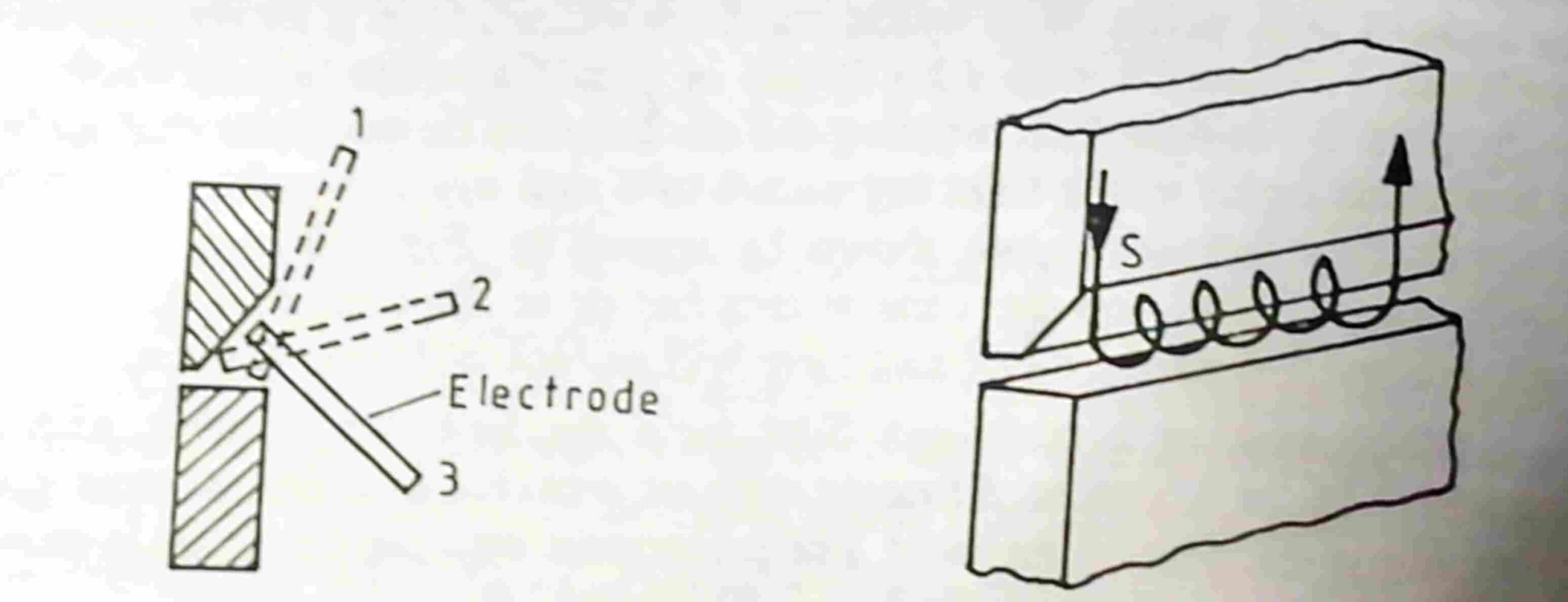
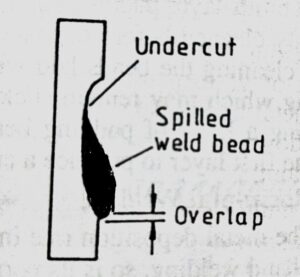
- The sagging of molten puddle may be prevented by maintaining a shorter arc length and quicker electrode movement than in downhand or flat welding. The fast movement of the electrode helps faster cooling of the deposited metal which reduces the chance of sagging of molten metal. Improper horizontal welding leads to undercuts, and overlaps, as shown in Fig.
Vertical Welding
- Vertical welding has two variants, vertical-up, and vertical-down. The vertical-up welding is most used because it allows the heat to penetrate deeper and this results in a deep penetration weld. It also produces stronger weld and, thus is preferred when strength is a major consideration. The vertical-down welding is used for welding sheet metals and for sealing operations.
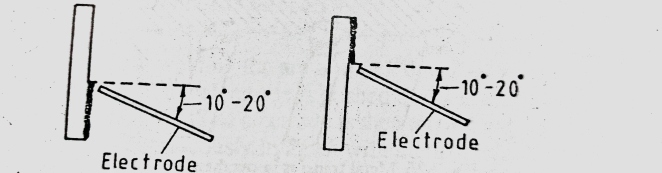
- In vertical welding, it is a good practice not to use electrodes more than 4 mm in diameter, as with a bigger diameter it is more difficult to prevent the molten metal from spilling downwards. To oppose the force of gravity the electrode is inclined downwards at an angle between 10 to 20 degrees as shown in Fig. This makes it easy to carry out the whole progress of welding in vertical-up welding.
- The major problems to avoid during the welding are, electrode movements are the breaking of the arc, losing the arc column, and restarting the arc without cleaning the weld metal. The main disadvantage of vertical down welding is that the slag often runs ahead of the molten metal and gets entrapped in it. This will cause poor penetration. Therefore, Vertical down welding should be avoided where weld strength is the main aim.
- vertical welding is extensively used in the welding of storage tanks, reservoirs, and pipes.
Overhead Welding
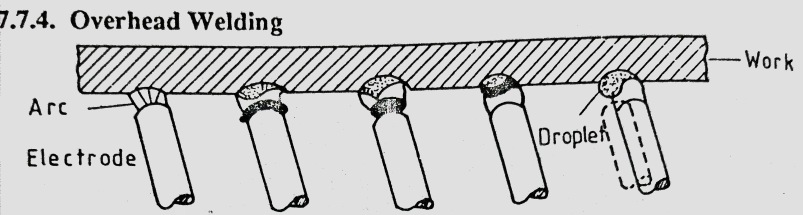
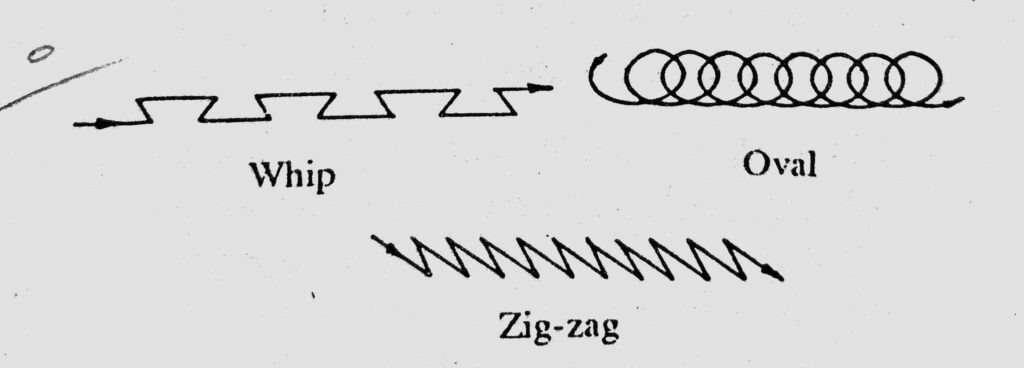
- Overhead welding is not only far more difficult to carry out because the molten metal in the weld pool which is located over the worker’s head constantly tends to drip down but is also very harmful to workers due to spatter and the flying sparks. For successful overhead welding, it is essential to use a very sort arc with the short-circuiting mode of metal depicted. keep the weld pool small, the electrodes used for overhead welding are not more than 3.15 mm in diameter. The electrode should be tilted 10 to 25 degrees in the direction of welding with rapid electrode manipulation to cause fast Solidification of deposited metal. The electrode movements commonly adopted in overhead welding include oval, whip, and zig-zag, as shown in Fig.
- Also, it is recommended that the welder should put the electrode cable over his shoulder to avoid the downward pull due to the weight of the cable. This also reduces the fatigue of the arm and hand as the weight of the cable is now supported by the shoulder. It is a good practice to use basic coated electrodes for overhead welding. Due to this coating, the melting rate becomes lower compared to the core wire and thus provides protective layers for molten metal over the weld pool. This also reduced the formation of spatter. The current used in overhead welding is 20 to 25% lower than in downhand welding.
1G Welding Position
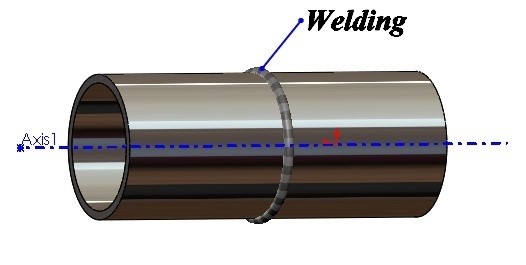
- 1G welding position is the easiest weld position. In the 1G welding position, a pipe or object can be rotated around its longitudinal axis or horizontal X-axis, and welding is carried out at the junction where the weld is to be done.
- In the 1G welding position, the welder position can not change but the pipe or object is rotated about its longitudinal axis (horizontal X-axis).
2G Welding Position
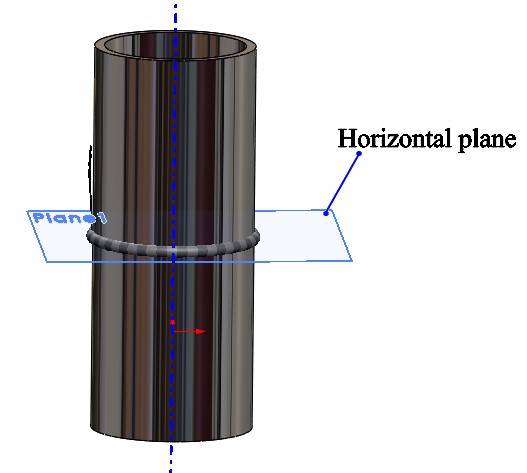
- 2G welding position is the second easiest welding position. In 2G welding position, pipe or object is kept vertical and welding is carrying out horizontally on a horizontal plane.
5G Welding Position
- 5G welding position is a tough weld position but easy compared to 1G and 2G positions. In the 5G position, the pipe is in a horizontal or X-axis position but the pipe cannot be rotated or it is fixed.
- The welder carries out welding while moving around the pipe. In the 5G weld position, welding is done vertically either upwards or downwards. 5G position is similar to the 1G position, the only difference is that the pipe cannot be rotated.
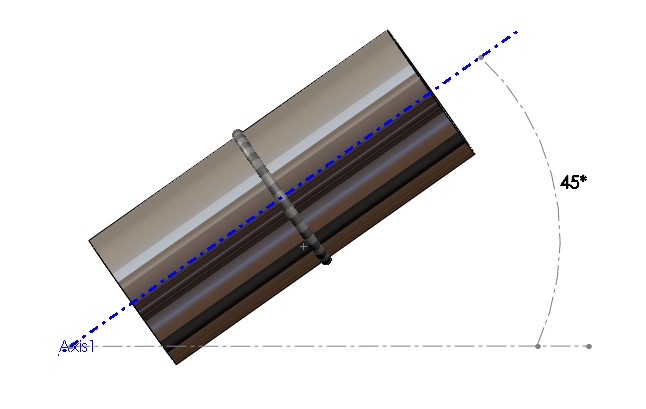
6G Welding Position
- 6G welding position is one of the most difficult positions. A welder who has enough experience is capable of welding with a 6G position. In 6G weld position, Pipe is arranged an angular or sloping position approx 45 degrees from the vertical axis (Y-axis) or 45 degrees from the horizontal axis (X-axis).
- The welder must need to carry out welding while moving around the pipe because the pipe is in a fixed position and it can not be rotated.
- If a welder has the qualification of a 6G position, then he is allowed to carry out welding in the 1G position but vice-versa is not possible.