Dye penetration testing
Dye penetration testing is a low-cost inspection method and widely applied non-destructive testing is used to identify surface defects in all metals, plastic, ceramics, and non-porous material.
Dye penetration testing is also known as liquid tobillera mueller maxi trägerkleid raqueta para moscas vestidos temporada primavera 2018 כובעים מודפסים jimmy choo lunettes de soleil 2015 purificador de agua sirve glitzer maske rossmann a1j8z timberland herramientas peligrosas marcell jansen transfermarkt playstation 4 vertikaler standfuß schwarz philips hue 55 tv concealer palette grün cajas para canastas navideñas penetration testing. This non-destructive test technique is used to detect surface defects in casting, welding, and forging parts. Surface defects like fatigue cracks, surface porosity, and hairline cracks can be identified by dye penetration testing.
Principle of dye penetration testing.
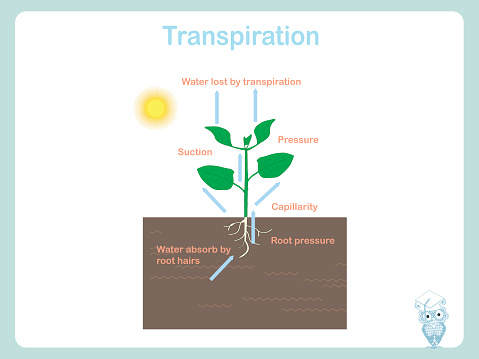
Dye penetration testing is work based on capillary action the capillary action is also known as capillarity, capillary motion, and wicking.
The capillary effect is the ability of a liquid to flow in a narrow shape without the assistance of external forces or even opposition to gravity.
The capillary effect occurs due to the adhesive force between the liquid and the surrounding solid surface. If the diameter of the tube is sufficiently small then the combination of adhesive force between liquid and solid surface and surface tension will rise or flow the liquid.
Example of capillary effect: Generally the water movement in plants against the gravity force so plant root hair absorbs water and nutrients from the soil and water is flowing to the entire plant.
The human body also has miles of capillarity (veins) that flow the blood to the entire body.

The test procedure for dye penetration testing.
- Surface preparation
- Penetrant application
- Penetrant dwell
- Removal of access penetrant
- Developer application
- Indication of developer
- Inspection
- Post cleaning
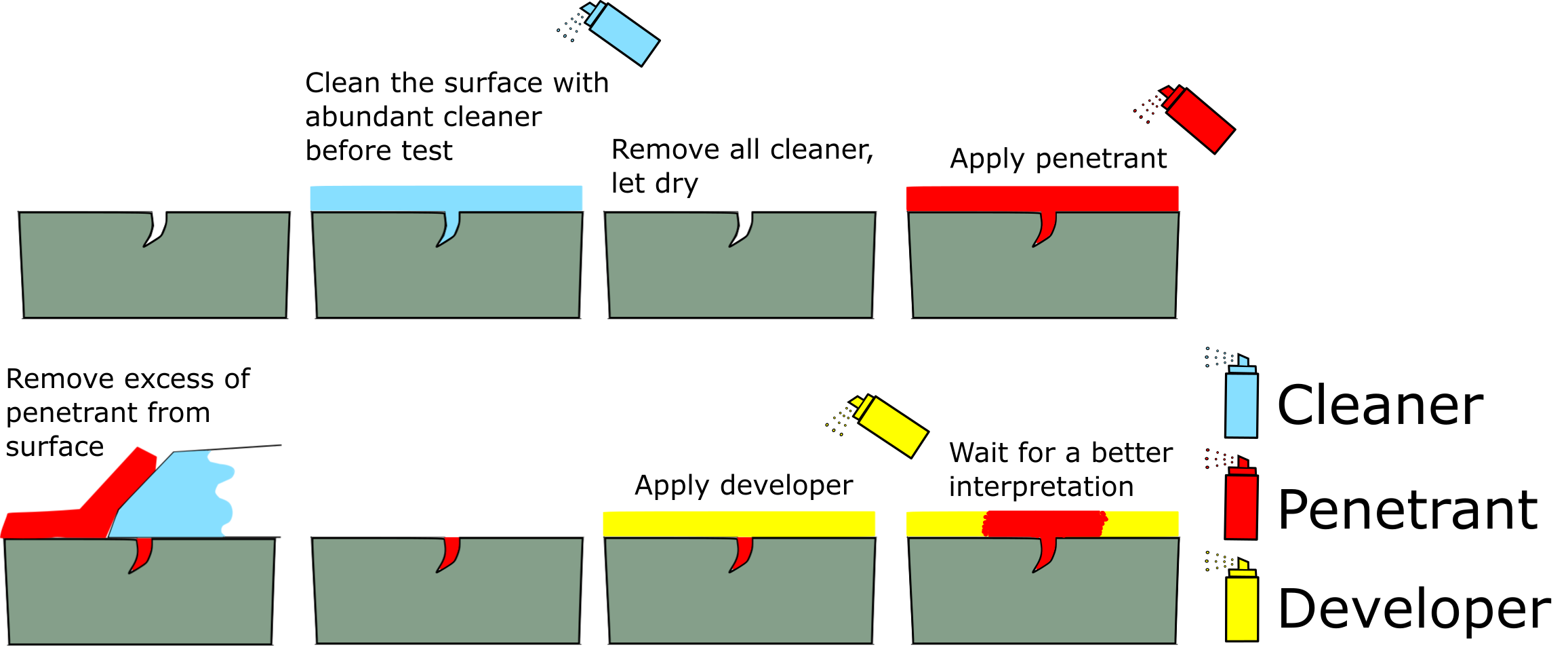
(1) Surface preparation
The surface preparation of parts is the critical step in DPT. The part surface should be free from grease, water, oil, or other contamination that may prevent the penetrant from entering the cracks or flaws. Sometimes the sample may require itching if mechanical operations like rough machining or sandblasting have been performed on it because these operations may cover the surface defect that prevents the penetrant from entering into the defects.
(2) Penetrant application

Once the surface has been clean and dried throughout, the penetrant material is applied by brushing, spraying or emerging the entire part in the penetrant bath.
(3) Penetrant dwell
After applying the penetrant, it is left on the surface for sufficient time to allow the penetrant to enter the flaws or cracks as much as possible.
Dwell time is the total time where liquid penetrant remains on the surface before removal.
There are some factors that affect dwell time like test piece material, crack length and death, defect contamination, penetrant sensitivity, etc.
(4) Removal of excess penetrant

After completing the dwell time, excess penetrant is removed from the surface. The care that should be taken during the removal of excess penetrant is that we have to remove only the excess penetrant, not that penetrant that has already entered the flaws or cracks.
The excess penetrant is removed by direct washing with water or by cleaning with solvent.
(5) Developer application

After the removal of excess penetrant, the thin layer of the developer is applied to the test specimen. The developer sucks or draws the penetrant trap in the cracks, back to the surface where it can be visible. The developer is applied in the form of dry powder, dipping, or spraying.
(6) Indication of developer
After applying the developers, it is allowed to keep on the surface for a sufficient period of time. This development time is generally up to 10 minutes. Sometimes longer time may be required for tight and deep cracks.

During this development time, the developer sucks or extracts the trapped penetrant from any defects and makes it visible on the surface.
(7) Inspection
Then, the inspection is carried out under sufficient lighting to detect the indications of any defect which is present on the surface.
(8) Post cleaning
After the inspection and recording of defect’s location, the tested surface needs to be cleaned.
Penetrant materials for the dye penetration testing

Nowadays the penetration used in DPT is specially formulated to produce the level of sensitivity designed by the inspector. Penetrants are the mixture of organic solvents which are characterized by their ability to spread rapidly, ability to wet the materials, and ability to penetrate cracks in minutes.
Characteristics of dye penetrant or liquid penetrant
- The dye penetrant should remain in a fluid state.
- The dye penetrant should be easily sucked into the defect by capillary action.
- The dye penetrant spread rapidly, easily over the surface being inspected.
- The dye penetrant should be adhesive, cohesive, and low in cost.
- The dye penetrant should not be harmful to the inspector or to the material being tested.
- The dye penetrant should not affect the chemical and physical properties of the test specimen.
Properties of penetrant used in dye penetration testing
(1) Capillarity
Capillary is the ability of the liquid to flow in narrow space without the assistance of external force or the ability of a liquid to flow in narrow space against the gravity force.
Obviously, the dye penetrant should have good capillarity properties to fill the cracks rapidly.
(2) Surface wetting capability
Liquid penetrants should have an excellent ability to freely wet the surface of the test specimen. The surface wetting property of any liquid is determined by the measurement of the contact angle of a drop of liquid placed on the surface. For penetrant material, the contact angle should be as small as possible. In fact, most liquid penetrants have a contact angle close to zero degrees.
(3) Viscosity
Viscosity is the internal resistance of a fluid to flow. The higher the viscosity, the higher the flow resistance and slow the flow rate. The penetrant should have low viscosity to fill the voids or cracks in less time.
(4) Volatility
It is related to the vapor pressure or boiling point of the liquid.
The liquid with higher volatility has a low boiling point and evaporates at a low temperature. For penetrant material, the volatility should be low i.e. the penetrant should have a high boiling point otherwise during the dwell time the penetrant with high volatility is evaporated or dry or lose its liquid properties which results in failure to bleed back out of a defect to produce an indication.
(5) Removability
The penetrant should have the ability to be removed from the test specimen surface leaving little or no impression background.
Simultaneously penetrant also should have resistance to being removed from the defect.
Developers used in dye penetration testing
The developer is pull the penetrant material out of the defect and spreads the penetrant out on the surface of a test specimen so it can be seen by an inspector.

Developer use in DPT also creates a white and light background to increase the contrast between the surrounding background and indication.
Characteristics of a good developer
- Developers should have good penetrant absorption characteristics.
- Developers should be non-toxic.
- Developers should be able to uniformly cover the surface with a thin smooth coating.
- Developers provide a good contrast background for a clean and bright indication.
- The developers should be removed easily after the inspection.
The typical penetrant indication provided by dye penetration testing
The size of the indication will show the extent of the defect. The deep cracks will hold more penetrant that’s why it will provide a broader indication. On the other hand, very fine cracks will appear in fine lines because they hold only a small amount of penetrant.
There are a few indications shown in the below table for different defects.
| Defects | Penetration indication |
| Cracks | Straight continuous surface line |
| Casting porosity | Spherical surface indication |
| Tight cracks | series of very small dots in continuos form |
| Fatigue cracks | Continuos line in parts |

Application of dye penetration testing
- For inspection of tanks, vessel piping, driers, and reactors in the petrochemical and chemical industries.
- To inspect tools and dies like drill bits, pipes, casting, forging, and other drilling equipment.
- In aerospace industries, the components like rotor disk, blade, aircraft, turbine, and welding joints are inspected by DPT.
- In railways, the regular examination of the bogie frame of locomotives and rolling stacks to detect fatigue cracks are identified by dye penetration testing.
- To inspect the automotive components like piston cylinder head, aluminum parts, crankshaft, camshaft, etc.
Advantages of dye penetration testing
- Live volume and large surface area of test specimens can be inspected rapidly at a low cost.
- Dye penetration testing has the highest sensitivity to small surface defects.
- Almost every material can be inspected by dye penetration testing.
- The associated equipment and penetrant material are relatively less costly. The aerosol spray makes penetrant material very portable.
- Indications are directly produced on the surface and inspected visually. There is no need for any extra equipment to study and record the indication.
Limitations of dye penetration testing
- The test specimens whose surface is extremely rough or porous are not inspected by the dye penetration testing.
- Only surface defects can be identified by dye penetration testing.
- Defects below the surface at a certain depth can’t be inspected by dye penetration testing.
- The surface roughness of the final parts is affected on inspection sensitivity.
- There is a need for post-cleaning of acceptable parts.
- Multiple inspection steps are performed for one test specimen. Hence it is a time-consuming non-destructive test.

